آموزش سرامیک H.K CERAMIC

?آموزش و تجربیات اساتید سرامیک?
?گروه سرامیست ها:
@hk_ceramic4

?? ??? ?? ????? ?
We comply with Telegram's guidelines:
- No financial advice or scams
- Ethical and legal content only
- Respectful community
Join us for market updates, airdrops, and crypto education!
Last updated 11 months, 2 weeks ago

[ We are not the first, we try to be the best ]
Last updated 1 year, 1 month ago

FAST MTPROTO PROXIES FOR TELEGRAM
ads : @IR_proxi_sale
Last updated 9 months, 4 weeks ago
?HK.CERAMIC?
?ترک لعاب?
اگر ترک هایی بعد از کوره لعاب دارید :
1️⃣اگر لبه های ترک تیز و برنده هستند قطعا این ترک بعد از منطقه جهنم بوجود آمده اند ممکن هست ترک هایی مویی در بدنه بوده باشد ولی قبل از منطقه جهنم بروز نکرده باشد با شوک حرارتی بعد از منطقه جهنم این ترک های مویی بروز و ظهور و نمایان شده است بیشترین دلیل این نوع ترک ها ، گذر سریع از محدوده دمایی استحاله های فازی کوارتز هست که به ترک دانتینگ مشهور هست از دمای ماکزیمم تا دمای ۷۵۰ درجه میتوان با سرعت دما را کاهش داد بدون هیچ نگرانی برای احتیاط دمای ۸۰۰ درجه لحاظ میکنیم دمای ۷۲۳ و ۵۷۳ و ۲۳۰ درجه دماهای حساس هستند که در اثر تغییر فاز کوارتز موجود در بدنه منجر به ترک میشود
برخی از تولید کننده ها با فن دمنده کوره ، دمای کوره را کاهش میدهند کاهش شدید و سریع از دمای ماکزیمم تا دمای ۸۰۰ درجه مزایای زیادی دارد من جمله :
?براقیت و جلای زیاد لعاب به دلیل ممانعت از رسوب مواد ذوب شده لعاب.
?کاهش سیکل پخت.
?کاهش طول کوره تونلی.
2️⃣ترک های لبه کند :
این ترک ها قطعا" قبل از منطقه جهنم به مرحله ظهور و بروز رسیده ولی به معنای این نیست که این ترک ها داخل کوره ایجاد شده اند ترک ها می تواند از هر مرحله تولید در بدنه ایجاد شده باشند بیشترین درصد این ترک ها در مرحله ریخته گری در قطعه بوجود می آیند زمانی که قطعه از قالب با اعمال فشار در می آید قطعات ریخته گری توپر که زاویه های نزدیک به 90 درجه دارند و باید با فشار باد در بیایند چنانچه تفنگی باد کارگر ریخته گر دارای شیر تنظیم باد نباشد در لحظه اول که ماشه چکانده میشود باد تجمه شده داخل شلنگ به سرعت زیادی خارج میشود و بعد از چند ثانیه به فشار نرمال و طبیعی می رسد این فشار زیاد و سرعت زیاد باد منجر به دفرمگی لبه های قطعه و ترک در کنج های قطعه میشود ممکن هست قطعه بعد از در آوردن از قالب و گذاشتن روی تخته سینی مبتلا به دفرمگی شود و کارگر ریخته گر برای رفع عیب و مخفی کردن جنس عیب دار اقدام به برگرداندن قطعه به شکل اولیه کند ولی به دلیل حافظه رسی قطعه در منطقه جهنم عیب پنهان خود را آشکار می کند و آن اعوجاج و دفرمگی و اعمال فشار در تغییر شکل را بروز می دهد و بعد از کوره لعاب دفرمگی قطعه را مشاهده میکنیم
فی المثل زمان چسباندن لوله به بدنه قوری ممکن هست قطعه حالت خمیری داشته باشد و استحکام مناسب را پیدا نکرده باشد با فشار دست کارگر دهانه قوری بیضی شود بلافاصله کارگرمتوجه عیب بیضی شدن دهانه قوری بشود و با اعمال نیروی ثانویه آنرا به حالت دایره برگرداند ولی بعد از کوره لعاب دهانه قوری بیضی شده را مشاهده خواهیم کرد مثلا بدنه قندان را کارگر زمانیکه از قالب در آورده است و قصد گذاشتن روی سینی چوبی یا سینی پلاستیکی دارد به لبه قالب یا لبه سینی یا لبه گاری حمل برخورد کرده و مقداری دفرمگی ایجاد می شود این دفرمگی بعد از کوره لعاب دوباره ظهور می کند همین موضوع دفرمگی توسط کارگر ریخته گرمی تواند در مورد ترک و قاچ هم بوجود بیاید کارگر در اثر بد برش زدن لبه های گل دوغابخور ( مثل گل دوغابخور لبه دهانه قوری ) دهانه اصلی را برش می زند و این خط برش منجر به ترک بعد از کوره لعاب میشود
چنانچه کارگر در اقدام برای ترمیم و اصلاح این خط برش در حالت خام بهمراه ابر خیس و نمناک بنماید هیچ مشکلی باقی نخواهد ماند تیغ های کند و غیر تیز یکی از عوامل عمده ترک ها هستند که متاسفانه بعد از کوره لعاب اغلب مشهود میشوند در چینی بهداشتی سوراخ هایی که با لوله های استیل کم ضخامت زده میشود ( مانند سوراخ های مخزن و خود سیفون ) چنانچه لبه های این لوله ها کند و غیر برنده بشوند منجر به قاچ و ترک در محل برش میشود گاهی وقت ها این لوله های برش گل کارگر ریخته گری چینی بهداشتی از دست یا از روی میز به زمین می افتد و باعث می شود لبه های آن مقداری دفرمه شود همین دفرمگی باعث ترک ها در سوراخ هایی میشود که با آن ابزار زده اند چنانچه مخزن سیفون روی تخته فلزی یا چوبی قرار بگیرد به دلیل اختلاف در سرعت خشک شدن بدنه و کف مخزن ، منجر به قاچ و ترک همین سوراخ ها خواهد شد باید مخزن های سیفون و قطعات مشابه که ضخیم هستند روی تخته گچی برای گذراندن دوره زمانی خشک شدن قرار بگیرند
نام ترک بدنه یک اسم واحد هست ولی دهها علت می تواند برای بروز آن وجود داشته باشد و بالتبعه دهها راه رفع آن ترک های کند،می تواند در اثر ضربه های ریز یا درشت حمل گاری اجناس رخ بدهد یا زمانیکه کارگر پولیش کار قطعات را داخل طبقات گاری در حال جابجا کردن هست با ضربه منجر به بوجود آمدن ترک مویی بشود...
⚡️کانال فروشگاهی:
?@hk_ceramic
⚡️گروه سرامیست ها:
?@hk_ceramic4
⚡️گروه تبلیغاتی بازار ایران:
?@bazariran_hk
?HK.CERAMIC?
?فرمول بدنه زینتر?
فرمول بدنه مناسب زینتر شده و مستحکم برای دماهای مختلف :
1️⃣دمای بین 1000 تا 1100 درجه
کائولن + بالکلی + تالک + دولومیت 90%
پودر شیشه پنجره 10%
2️⃣دمای بین 1100 تا 1150 درجه
کائولن + بالکلی + تالک + دولومیت 95%
پودر شیشه پنجره 5%
3️⃣دمای بین 1150 تا 1200 درجه
کائولن + بالکلی + تالک 97%
پودر شیشه 3%
دمای بالاتر از 1200 به هیچ وجه نباید از پودر شیشه و دولومیت استفاده شود باعث دفرمگی و خوابیدن جنس روی صفحه نسوز خواهد شد . از دمای 1150 درجه بالاتر بهتر آن هست که فلدسپات بعنوان فلاکس گدازآوری استفاده شود
4️⃣دمای بین 1150 تا 1200 درجه
کائولن + بالکلی 70%
فلدسپات 30%
5️⃣دمای بین 1200 تا 1250 درجه
کائولن 80%
فلدسپات 20%
6️⃣دمای 1250 تا 1300 درجه
کائولن 85%
فلدسپات 15%
7️⃣دمای 1300 تا 1320 درجه
کائولن 90%
فلدسپات 10%
بدنه های کلسیتی مشکلات فراوانی و عیوب زیادی دارند . کربنات کلسیم مشکلات عدیده ای در بدنه ایجاد می کند من جمله خال ریخته گری ، سوراخ سوزنی بدنه ، متورم شدن بدنه بعد از کوره لعاب در اثر جذب رطوبت محیط و کاهش پلاسیسیته و استحکام خام و خشک قطعه و ....
کربنات کلسیم در کوره بالاتر از 900 درجه به آهک زنده تبدیل می شود و با جذب رطوبت دوباره به کربنات کلسیم تبدیل میشود و قطعه متورم میشود . در قدیم در بدنه های کاشی دیوار بیشتر مشهود بود
بالکلی بالاتر از 1250 درجه به شدت بدنه را کدر و زرد نخودی می کند به همین دلیل نباید از بالکلی استفاده کرد
بالکلی WBB انگلستان که قویترین بالکلی جهان محسوب میشود در دمای بالاتر از 1250 درجه نهایت باید 5% استفاده نمود آنهم در بدنه هایی که به روش فرمینگ تولید میشوند و استحکام خام بالاتر را می طلبند
برای افزایش استحکام بدنه های بالاتر از 1250 درجه بای از کائولن های مرغوب مانند زدتلیتز ، دیاموند استفاده کرد
پودر شیشه در کنار فلدسپات و دولومیت می تواند دمای زینترینگ را به شدت کاهش بدهد و فلاکس - گدازآور قوی محسوب میشود
استفاده بیشتر از پودر شیشه باعث دفرمگی و نشست قطعه میشود . نباید با پودر شیشه درصد جذب آب را به کمتر از 5% رساند نزدیک شدن به جذب آب صفر با پودر شیشه مخاطره دارد زیرا ترکیبات سدیم دار محدوده دمایی تنگ دارند و با تغییرات جزئی دما ، تغییرات زیادی در قطعه ایجاد میشود.
?آموزش مات کردن لعاب...
⚡️کانال فروشگاهی:
?@hk_ceramic
⚡️گروه سرامیست ها:
?@hk_ceramic4
⚡️گروه تبلیغاتی بازار ایران:
?@bazariran_hk
?HK.CERAMIC?
?آموزش مات کردن لعاب...
⚡️کانال فروشگاهی:
?@hk_ceramic
⚡️گروه سرامیست ها:
?@hk_ceramic4
⚡️گروه تبلیغاتی بازار ایران:
?@bazariran_hk
?HK.CERAMIC?
?پینهول?
علتهای عیب پینهول یا سوراخ های سوزنی ریز سطح لعاب :
1️⃣بالا رفتن دمای پخت نهایی لعاب و جوش زدن لعاب
2️⃣پخت سریع و سریع رساندن به دمای ماکزیمم که باعث می شود گازهای فرار مانند کربنات ها از لعاب خارج نشوند
3️⃣دانه بندی لعاب ریزتر از حد لازم شده که باعث کاهش دمای ذوب و جوش زدن لعاب شده
4️⃣استفاده زیاد موادی که گازهای فرار دارند مانند کربنات کلسیم دولومیت
باید توجه داشت که حدود 40درصد کربنات کلسیم و دولومیت پرت حرارتی هست
5️⃣در دمای ماکزیمم باید مقداری زمان داد تا گازهای فرار کامل خارج شوند و بعد مرحله کولینگ ( سردایش ) را آغاز کرد اگر این مرحله نگهداری در دمای ماکزیمم را حذف یا کاهش بدهیم عیب پینهول تشدید می شود
6️⃣اگر مواد فلاکس و کمک ذوب در لعاب بیش از حد باشد دمای ذوب لعاب کاهش می یابد اگر در همان دمای قبلی پخت لعاب انجام بشود باعث جوش زدن لعاب و پینهول خواهد شد
پس مازاد بودن فلدسپات کلمانیت سرنج کربنات سدیم این ایراد را تشدید می کند
7️⃣اگر ویسکوزیته لعاب بالا برود باعث می شود لعاب نرمی خوبی را در دمای ماکزیمم نداشته باشد و گازهای فرار در لعاب ذوب شده محبوس بشوند و مقداری از این حباب های گازهای فرار موقع خروج اثر خودشان را باقی بگذارند و عیب سوراخ های سرسوزنی را ایجاد کنند
پس باید ویسکوزیته لعاب مناسب باشد.
⚡️کانال فروشگاهی:
?@hk_ceramic
⚡️گروه سرامیست ها:
?@hk_ceramic4
⚡️گروه تبلیغاتی بازار ایران:
?@bazariran_hk
?HK.CERAMIC?
?كشش سطحي لعاب...
از آنجايي كه كشش سطحي سيالات تمايل دارد سطح مايع را به حد اقل ممكن كاهش دهد. واز آنجايي كه دراحجام كروي سطح كمينه است اگر مقدار مايع كم باشد يك قطره از مايع تحت تآثير كشش سطحي به كره تبديل مي گردد.
لعاب هاي مذاب در مقايسه با مايعات ديگر داراي كشش سطحي قابل ملاحظه اي مي باشند. لعاب هايي كه داراي كشش سطحي بالايي هستند در هنگام ذوب تمايل دارند كه شكل كروي به خود بگيرند و خود را جمع كنند. در نتيجه قسمتي از بدنه بدون لعاب باقي مي ماند . اين عيب در صنعت سراميك با اصطلاح لعاب نگرفتگي مشخص مي شود.
از طرف ديگر لعاب هايي كه داراي كشش سطحي كمي هستند مانند لعاب هاي با ويسكوزيته كم تمايل دارند از سطح كاشي سرازير شده و "شره" نمايند.
به طور كلي لعاب هايي كه داراي ويسكوزيته زيادي هستند داراي كشش سطحي قابل ملاحظه اي هستند ولي اين بدان معني نيست كه لعاب هاي با ويسكوزيته بيشتر هميشه داراي كشش سطحي بيشتري هستند. به هر حال باتوجه به ارتباط كلي ويسكوزيته و كشش سطحي مي توان نتيجه گرفت كه تركيب لعاب و به طور اخص اكسيد هاي تشكيل دهنده لعاب همانگونه كه در ويسكوزيته مؤثر مي باشند در كشش سطحي نيز تاثير دارند.
⚡️کانال فروشگاهی:
?@hk_ceramic
⚡️گروه سرامیست ها:
?@hk_ceramic4
⚡️گروه تبلیغاتی بازار ایران:
?@bazariran_hk
?HK.CERAMIC?
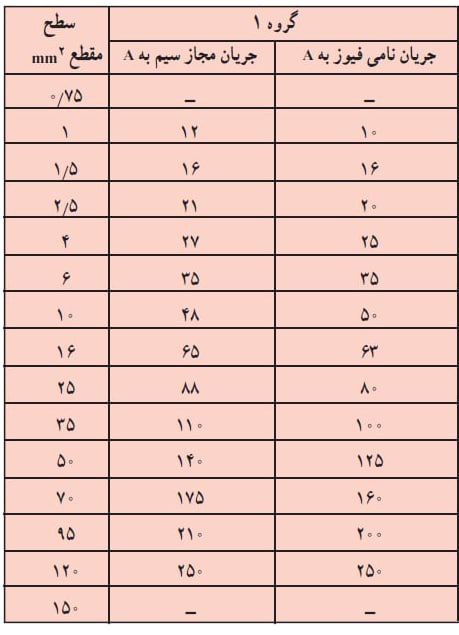
?کابل مناسب کوره...
شماره کابل برق متناسب با جریان عبوری(آمپر)با قید فیوز مورد نیاز حتما از کابل برق 100% مس خریداری کنید کابل هایی که ترکیبی از مس و آلومینیوم دارند 30 تا 40 درصد توانایی کمتری دارند.
⚡️کانال فروشگاهی:
?@hk_ceramic
⚡️گروه سرامیست ها:
?@hk_ceramic4
⚡️گروه تبلیغاتی بازار ایران:
?@bazariran_hk
?? ??? ?? ????? ?
We comply with Telegram's guidelines:
- No financial advice or scams
- Ethical and legal content only
- Respectful community
Join us for market updates, airdrops, and crypto education!
Last updated 11 months, 2 weeks ago
[ We are not the first, we try to be the best ]
Last updated 1 year, 1 month ago
FAST MTPROTO PROXIES FOR TELEGRAM
ads : @IR_proxi_sale
Last updated 9 months, 4 weeks ago