⚙️ Блог Штамповщика


⚡️Все самое важное в одном канале. Новости России и Мира
Предложить новость: @pryamoy_bot
Обратная связь: @rob_lower
Last updated 5 days, 6 hours ago

Канал для поиска исполнителей для разных задач и организации мини конкурсов
Last updated 4 weeks ago

🛒 Магазин сообществ в соц. сетях 24/7
⚡️ В наличии любые тематики и количества, связь в ЛС @timur_chik1
ac99e5f0c33c6df9805b
Last updated 7 months ago
Ilariz Tool Monitor: развитие направления электронных датчиков в листовой штамповке. Немецкий стартап Ilariz, известный своими электронными системами контроля процессов вытяжки Draw.Monitor и Draw.Control, продолжает развивать цифровизацию в сфере штамповки, на сей раз речь идёт о новом типе wi-fi датчиков для штампов. Он позволяет в режиме реального времени и без постороннего источника энергии видеть точное расположение штампа, а также температуру и влажность (!) его хранения. Конечно, такие данные вполне в русле развития IIot (Industrial Internet of Things) наряду c wi-fi датчиками вибрации на движущихся механизмах и элементах автоматизации, датчиками температуры и вязкости масла в системах прессового оборудования и т. п. #benchmarking #ilariz #новости
Поддержать канал:
5469550046228679
Ilariz Tool Monitor: развитие направления электронных датчиков в листовой штамповке. Немецкий стартап Ilariz, известный своими [электронными системами контроля процессов вытяжки](https://t.me/metalformingforall/505) …](/media/attachments/met/metalformingforall/1008.jpg)
Хорошая профессиональная фотография одного из передовых и новейших прессовых производств мира – Smart Press Shop от Porsche/Schuler. К сожалению, не так давно Porsche (вслед за BMW, BASF и другими крупнейшими немецкими производителями мирового уровня) анонсировала, что ввиду снижения рентабельности производства в Германии начнет переносить свои производственные мощности… в США. Надеюсь, Smart Press Shop всё-таки удержится, не закроется и не переедет в Америку — немцы продолжают методично рубить сук, на котором сидят, но за передовое производство и коллег по штамповке обидно. #porsche #schuler #новости #benchmarking Поддержать канал:
5469550046228679
Хорошая профессиональная фотография одного из передовых и новейших прессовых производств мира – [Smart Press Shop](https://t.me/metalformingforall/477) от Porsche/Schuler. К сожалению, не …](/media/attachments/met/metalformingforall/1006.jpg)
Stellantis: единое функциональное руководство прессовыми производствами на уровне Группы. Интересное организационное решение Группы Stellantis (Stellantis, если кто не знал — вообще-то стыдно не знать — это результат экспансии группы PSA-Peugeot-Citroën, присоединивших к себе сначала компанию Opel, а затем и конгломерат FIAT-Chrysler): после тщательного анализа производственных показателей генеральным директором Stellantis, экс-реношником Карлосом Таваресом было решено функционально развести по разным направлениям на мировом уровне штамповку и последующие переделы, выведя функциональное руководство прессовыми производствами в отдельный бизнес-юнит. В этом есть логика: например, один из самых крупных заводов-прессовых производств Peugeot в Мюлльхаузе (провинция Эльзас, Франция) производит детали для нескольких сборочных заводов Peugeot по всей Франции, а не только собственно для Мюлльхауза (если что, в Мюлльхаузе собирают новый Peugeot 308, DS7 Crossback, новый 508), его объемы производства мало привязаны к сборке для конкретной производственной площадки, и соответственно, его цели и обязательства было бы странно привязывать к эльзасскому подразделению. Интересно, что это тот случай, когда решение президента Stellantis было полностью поддержано руководством независимого профсоюза местного прессового производства, уставшего от постоянной ругани и недопонимания с представителями сварки/сборки кузова. Надо признать, что штамповка как процесс в целом достаточно сильно отличается от процессов сварки/сборки/окраски кузова, и я постоянно наблюдаю, что на большинстве заводов она остаётся «вещью в себе», в нее гораздо сложнее вникнуть менеджменту со стороны. Теперь на Stellantis, очевидно, руководить новой производственной дирекцией по штамповке будет удобнее, это будет что-то вроде глобального заготовительного производства для последующих переделов. #новости #stellantis #benchmarking #аналитика
Поддержать канал:
5469550046228679
Stellantis: единое функциональное руководство прессовыми производствами на уровне Группы. Интересное организационное решение Группы Stellantis (Stellantis, если кто не знал — …](/media/attachments/met/metalformingforall/1005.jpg)
Десять вопросов Томасу Аусманну (Tesla): горячая листовая штамповка для модели Cybertruck (перевод интервью от Кейт Бахман из MetalForming Magazine) – часть 4
-
Какие изменения Вы видите в прессах для штамповки?
Аусманн: В конце концов, любой пресс всегда обеспечивает движение вверх и вниз (смех). В горячей штамповке обычно применяются гидравлические прессы, хотя и сервопрессы показали множество преимуществ для горячей штамповки, связанных с контролем скорости и кривых распределения усилия пресса. Для горячей штамповки вам нужно удерживать ползун в нижней точке, так, чтобы завершение штамповки совмещалось с закалкой на штампе. Здесь и происходит настоящее волшебство. Некоторые детали требуют очень быстрого смыкания штампов, то есть вам надо правильно регулировать скорость. А для скорейшего извлечения детали вы всегда хотите поскорее поднять вверх ползун, чтобы получить готовый переход на выход как можно скорее. Огромная часть технологий эпохи 4.0 связана с тонкими регулировками пресса, так что по сути для каждого типа вытяжки у пресса может быть свой особый рецепт. -
Как развились операции, следующие после основного придания формы?
Аусманн: В прошлом последующие операции для горячей листовой штамповки подразумевали обрезку с помощью стальных секций, как для холодного процесса, но это было очень тяжело для прессов. Износ оснастки был колоссальным. Обрезка тогда была очень дорогим процессом. Прошли годы, и получила развитие технология лазерной обрезки для горячештампованных деталей. Некоторые производители подают переход сразу после горячей вытяжки на стенд для лазерной обрезки, далее напрямую передают на подсборку, а иногда и сразу на окончательную сварку/сборку кузова. Такой процесс сокращает производственные площади и оборудование… это большое улучшение. -
Видите ли Вы тенденцию к увеличению степени использования технологии горячей листовой штамповки?
Аусманн: Определенно, горячая листовая штамповка — это растущий рынок. Процент распределения силовых деталей в кузове меняется. Технологии, идущие от электрокаров, заставляют автопроизводителей искать способы сделать свои продукты легче, безопаснее и удобнее с точки зрения возможностей производства. Эта технология серьёзно развилась с тех пор, как её придумали в Швеции несколько десятков лет назад.
Другие отрасли транспортной промышленности теперь также смотрят на технологию горячей листовой штамповки: железнодорожный транспорт, грузовики, авиация, даже и производители велосипедов. А чем больше компаний вовлекается в горячую штамповку, тем дешевле становятся инвестиции для ее внедрения. Чем больше эта технология станет привычной в будущем, тем дешевле для автопроизводителей будут и детали, произведенные таким способом, и цены неизбежно упадут. -
Когда Tesla внедряла свою технологию гигаотливок, заменяя сразу 70 деталей одним компонентом, многие штамповщики были напуганы перспективой потери бизнеса вследствие внедрения подобных технологий. Сейчас Tesla получает путем горячей листовой штамповки огромную деталь, которую раньше получали после сварки нескольких меньшего размера, означает ли это возврат и триумф технологии штамповки?
Аусманн: С технологией гигаотливок Tesla действительно потрясла рынок. Все начали задаваться вопросом: в каком направлении они двинутся теперь, учитывая потенциальное упрощение сварки/сборки кузова ввиду сокращения количества деталей. Это определенно упрощает производство. Если у вас есть обеспеченные объемы, то это вам поможет. Но также многие поставщики с готовностью встречают вызовы, связанные с горячей листовой штамповкой, и это здорово лицезреть воочию. #tesla #benchmarking #новости #немного_матчасти #переводы
Поддержать канал:
5469550046228679
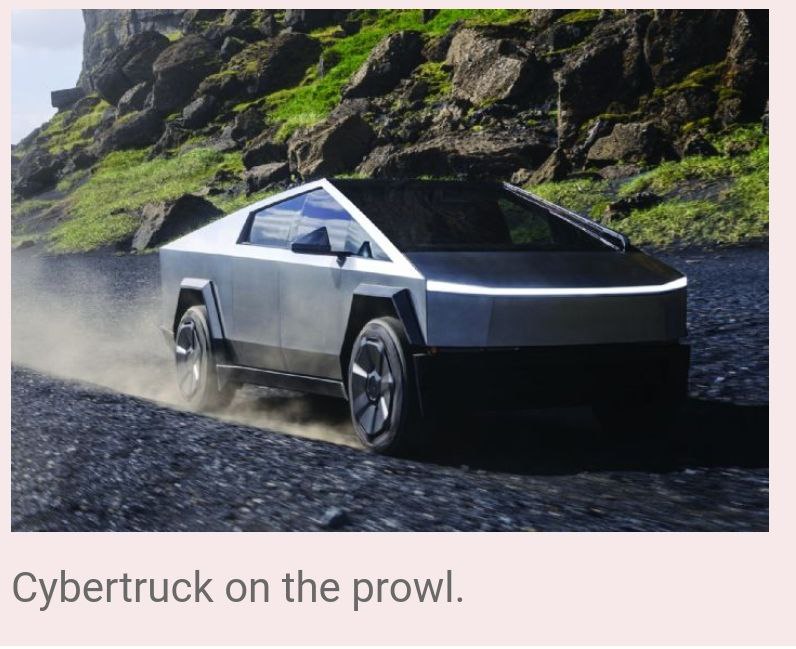Десять вопросов Томасу Аусманну (Tesla): горячая листовая штамповка для модели Cybertruck (перевод [интервью от Кейт Бахман](https://www.metalformingmagazine.com/article/?/end-market/automotive/10-questions-for-tesla-s-thomas-ausmann-q-a-on-hot-stamping-in-the-cybertruck) из MetalForming Magazine) – …](/media/attachments/met/metalformingforall/1004.jpg)
Десять вопросов Томасу Аусманну (Tesla): горячая листовая штамповка для модели Cybertruck (перевод интервью от Кейт Бахман из MetalForming Magazine) – часть 3
-
Какие были достигнуты улучшения для печей и рольгангов для подачи заготовок?
Аусманн: Самое большое появившееся отличие — что у вас теперь либо печь камерного типа (некоторые люди называют ее «печью для пиццы») с различными температурными слоями, причем вы можете открывать для каждой зоны отдельную дверцу; либо у вас длинная печь конвейерного типа, которая позволяет заготовке постепенно нагреваться по мере продвижения к выдаче. Разные автопроизводители предпочитают одно или другое, но больше склоняются к конвейерным печам. Сами рольганги также сильно эволюционировали. Например, одна из компаний-производителей печей имеет рольганг наподобие кактуса с колючками. Это уникальная форма рольганга, с минимальной контактной поверхностью, и заготовки меньше повреждают ролики при движении внутри печи. То есть вам требуется меньше обслуживания, меньше очистки и уборки, и за счёт этого снижено время цикла и стоимость процесса.
Большая часть сплавов — 95% — для горячей листовой штамповки имеют поверхностное покрытие (для предотвращения образования окалины), и рольганги такой «кактусовой» конструкции помогают предотвратить образование задиров.
Но наличие покрытия влечет за собой иные вызовы. Контроль за состоянием атмосферы внутри печи очень важен. И еще в течение процесса вы определенно не захотите повредить покрытие, и нужно следить за состоянием рабочих поверхностей штампа, ремонтируя их для того чтобы покрытие на заготовке оставалось нетронутым от задиров. -
Как софт для компьютерного моделирования (симуляции) штамповки эволюционировал для улучшения горячих процессов?
Аусманн: Симуляции очень сильно помогли развитию горячей листовой штамповки. В прошедшие годы мы использовали программное обеспечение трех разных компаний (AutoForm, PAM-Stamp, DYNA-Form). Мы должны были составлять самостоятельно карты механических свойств материалов для горячей листовой штамповки. То есть мы брали рулоны от металлургов, вырезали из них образцы, тестировали их на испытательных стендах с учетом наличия текстуры: против направления зерна, по направлению зерна, под 45 градусов по направлению к зерну… Некоторые автопроизводители настаивали, что направление проката уже учтено и показано, но проблема в том, что при нагреве зерна фактически выравниваются по форме перед началом горячей штамповки. После этого мы сравнивали три разных симуляции от трех разных разработчиков, чтобы получить наилучшие результаты… потом снова возвращались к реальному штампу — прототипу или уже окончательному варианту, сверялись с реальной ситуацией, и вносили эти изменения в софт для окончательной отладки симуляции. С тех пор софт для симуляций сильно развился, стали учитываться результаты поверхностного трения, воздействие нагрева и охлаждения, и всё это вместе представляет достаточно сложный рецепт.
Симуляции сильно экономят нам время. В прошлом инженер-проектировщик процесса, возможно, не был так уверен его возможной осуществимости, особенно в процессе изготовления стали. Теперь у конструкторов и технологов есть мощная поддержка от компьютерного моделирования. Обычно производители деталей или штампов также предоставляют обратную связь разработчикам софта, и те могут проектировать деталь, которая гарантированно может быть произведена в реальности. Подчас изумительно бывает видеть, насколько реальный результат штамповки близок к предсказанному в симуляции. (продолжение следует). #tesla #benchmarking #новости #немного_матчасти #переводы
Поддержать канал:
5469550046228679
Десять вопросов Томасу Аусманну (Tesla): горячая листовая штамповка для модели Cybertruck (перевод [интервью от Кейт Бахман](https://www.metalformingmagazine.com/article/?/end-market/automotive/10-questions-for-tesla-s-thomas-ausmann-q-a-on-hot-stamping-in-the-cybertruck) из MetalForming Magazine) – …](/media/attachments/met/metalformingforall/1003.jpg)
Schuler Service: полное восстановление 4000-тонного пресса Verson. Интересные новости из Европы: чешская фирма Maxion Wheels, специализирующаяся на штамповке колёсных дисков, приняла решение обратиться к производителю прессового оборудования Schuler для заказа необычной услуги — глубокого ремонта мощного старого пресса с использованием ретроинжиниринга. Зачем так сложно? Дело в том, что американский производитель пресса Verson давным-давно приказал долго жить, а пресс стал буквально разваливаться на части от ветхости. Для его восстановления команда специалистов Schuler (немцы, англичане, словаки) сначала полностью его разобрала, далее методами обратного инжиниринга получила 3Д модели и по ним изготовила новые детали (валы, шестерни) у себя на площадке в Эрфурте взамен полностью изношенных, и наконец вновь собрала пресс на заводе Maxion в Остраве (Чехия). Стоит отметить, что Maxion и Schuler работали рука об руку, не в режиме «кто кого нагнет», а совместно, потому что в условиях недостатка данных вся информация о неисправностях пресса, его документации, режимах работы раньше и сейчас должна быть доступна для всех участников такого сложного ремонта/восстановления. Чем особенно интересна эта новость для России? Она показывает, что любое старое (в том числе подсанкционное) оборудование можно восстановить путем обратного инжиниринга. Подозреваю, что этот опыт давным-давно освоили такие страны как Иран или Северная Корея, а ресурсов и возможностей для этого у нашей страны точно не меньше ;) #schuler #новости #benchmarking Поддержать канал:
5469550046228679
Schuler Service: полное восстановление 4000-тонного пресса Verson. Интересные новости из Европы: чешская фирма Maxion Wheels, специализирующаяся на штамповке колёсных дисков, …](/media/attachments/met/metalformingforall/987.jpg)
Я люблю свою работу. Получилось так, что для меня она давно перестала быть просто способом заработка; с какого-то момента она стала определять не только распорядок дня, но и место жительства, и даже в какой-то степени подчинила себе личную жизнь. Подобно волшебной скрипке в известном стихе Гумилева, она стала и благословением и проклятием. Не всем людям так везёт. Вот сейчас по удивительному стечению обстоятельств я срочно лечу в свой родной город - практически на один день - для участия в техническом совещании достаточно высокого уровня, ради этого даже пришлось отложить некоторые наладки штампов на один из важнейших проектов ВАЗа. От этих переходов от чистой практики к чистой теории, а потом и к их синтезу зачастую кружится голова... Но это приятное головокружение. #lada
Поддержать канал:
5469550046228679
Я люблю свою работу. Получилось так, что для меня она давно перестала быть просто способом заработка; с какого-то момента она …](/media/attachments/met/metalformingforall/964.jpg)
⚡️Все самое важное в одном канале. Новости России и Мира
Предложить новость: @pryamoy_bot
Обратная связь: @rob_lower
Last updated 5 days, 6 hours ago
Канал для поиска исполнителей для разных задач и организации мини конкурсов
Last updated 4 weeks ago
🛒 Магазин сообществ в соц. сетях 24/7
⚡️ В наличии любые тематики и количества, связь в ЛС @timur_chik1
ac99e5f0c33c6df9805b
Last updated 7 months ago